Back to nne.com
Expert insights on technology trends and challenges in pharma manufacturing.
The cell culture process is a crucial step when producing cell therapies and needs to be carefully conducted to avoid contamination. Yet manual, open handling is still common. Could closing and automating the process be the right choice?
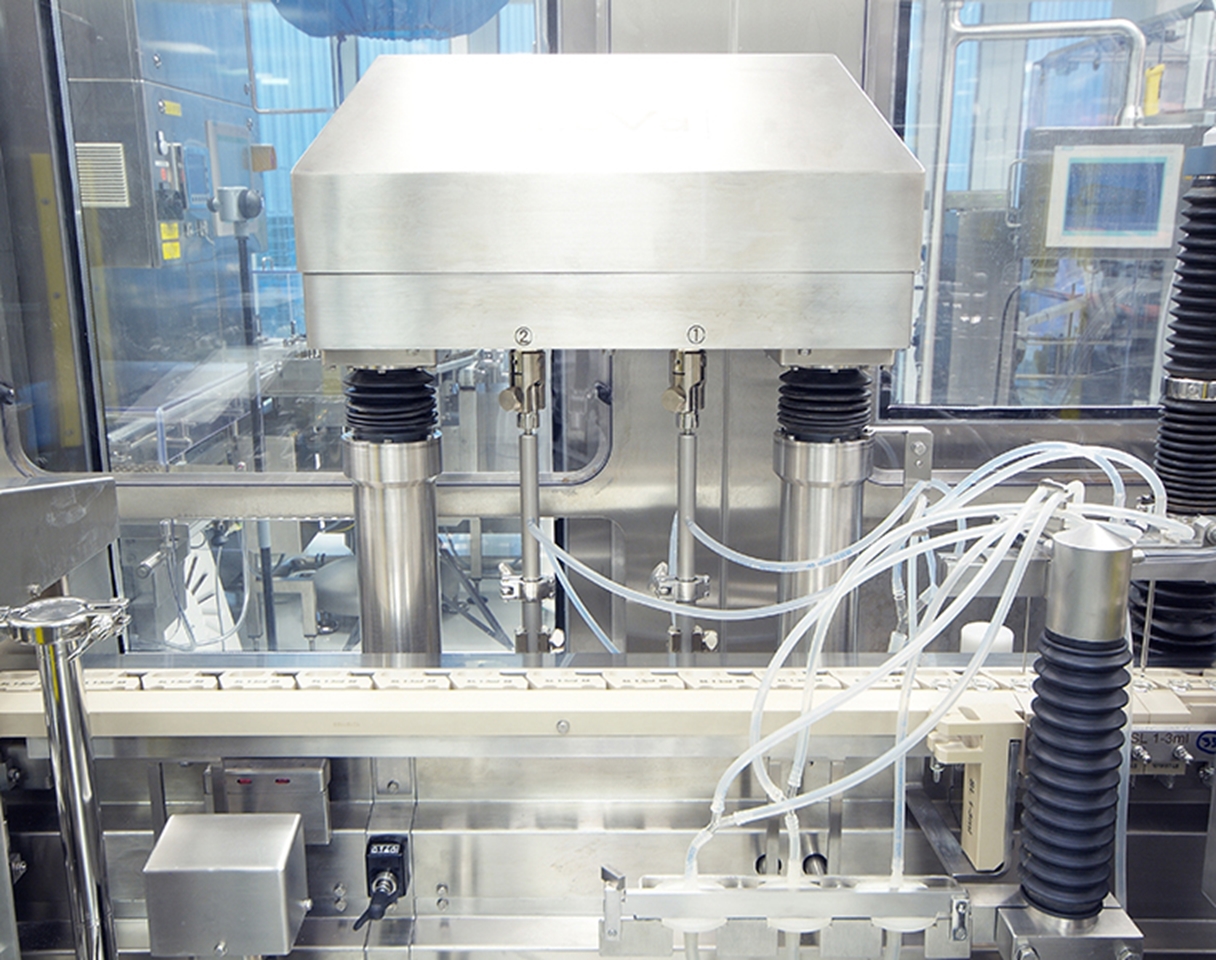
What's next for fill-finish pharma manufacturing? With personalized medicine, highly potent drugs and small batches the new norm, we are looking at a digital, sustainable future with far more automated isolators and closed processes.
After over a year in a pandemic, what happens next with pharma audits? Should companies wait until audits can be done on-site once again, or should they consider doing things remotely for the foreseeable future?
Unsurprisingly, the spotlight was on Covid-19 at the 2021 PDA Annual meeting. How has the impact of the pandemic affected the pharma industry and the authorities? And what other topics took the stage?
To stay competitive, the pharma industry needs clear goals and a strategy to start digital transformation. Read more in this step-by-step guide.
A vital part of cost-effective pharma productions is balancing investment and unit cost. Find out how unit costs (or operating expenses) are calculated, and what the best route could be for your company.
Sustainable investments are growing in the pharmaceutical manufacturing industry. So how do companies move further to meet their increasingly ambitious sustainability goals while balancing costs?
A four step plan to utilise the vast amounts of data generated by pharma manufacturing production facilities.
In pharma manufacturing, optimized production facilities fully controlled by Artificial Intelligence (AI) are the goal. But value creation in this area is not always clear, especially short-term.
In this TechTalk article, we will explore the key challenges - and potential solutions - for automation of gene therapy manufacturing.
Cell and gene therapies have a huge amount of potential - but also a lot of challenges. Find out how to tackle the issues.
Want to launch products faster and cut down costs for the development/production of products? You should consider digital transformation of your lab operations.
Labs are often planned or established before it is clear which processes and technologies they actually need. The answer to this problem? Adaptability.
Novo Nordisk's facility for cell-based and allogenic therapies had some unique challenges and solutions. Find out how we navigated the cell and gene therapy journey from R&D to clinical manufacturing.
Are single-use systems, compared to traditional stainless steel, really sustainable?The quick answer to this question is, in general, yes they are. Find out why!
The key to succeeding with manufacturing intelligence is to think big, start small, and scale fast - but what does that really mean? Find out here!
How can the pharma industry use building simulation to test energy optimization ideas? Find out how it works and why it makes sense in this TechTalk article.
How do you make sure that your facility meets sustainability goals? Learn how to go from vision to reality using a simple four-step model.
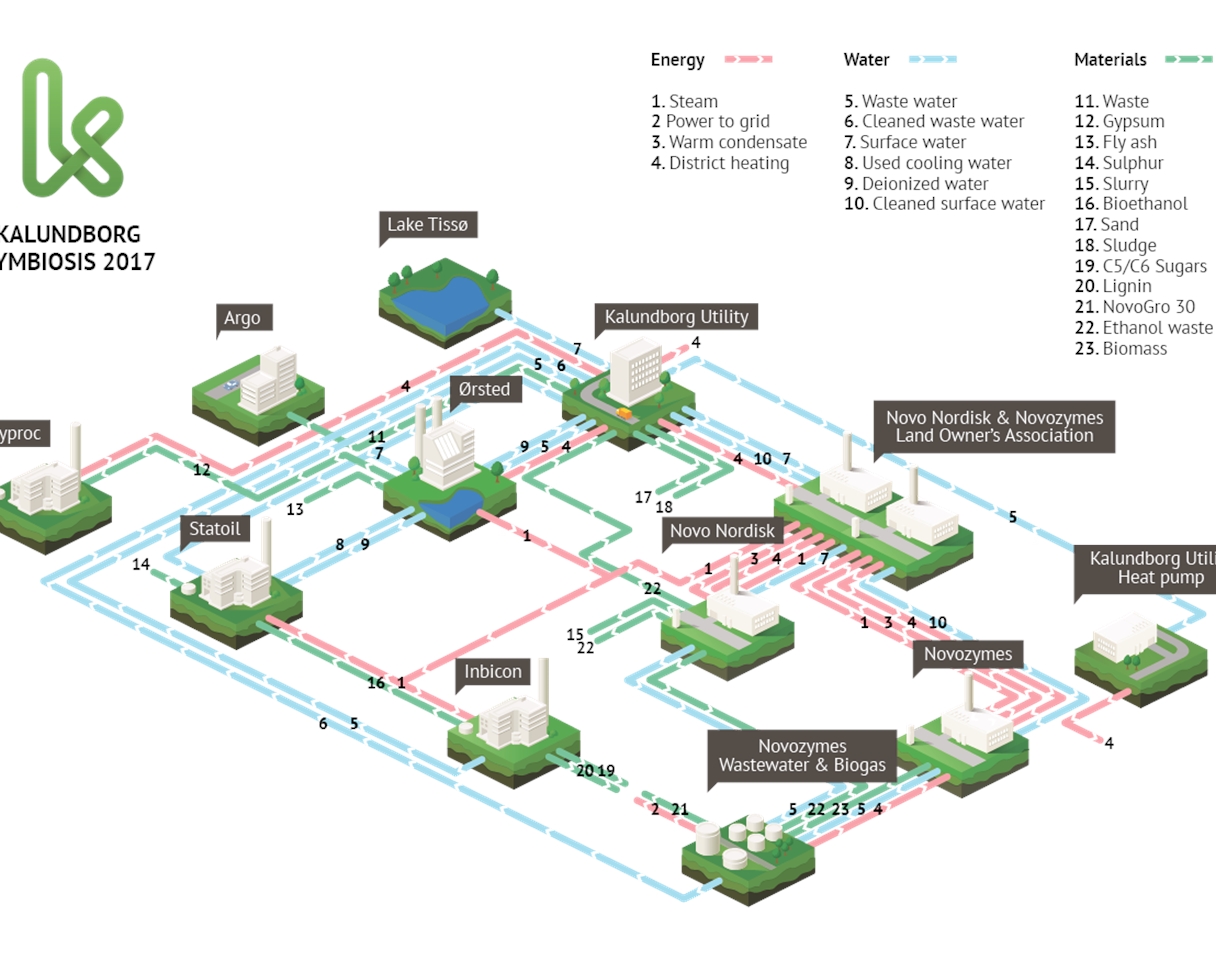
Pharma can embrace circular economy thinking – but it requires new ways of working together towards common sustainability goals. See two example of this symbiosis from Kalundborg and Hillerød in Denmark.
AI and ML are the most important drivers for Pharma 4.0. But how do do you apply these new technologies in practice to obtain real results?
Find out how extended reality (XR) technologies can boost daily operations in your pharma facility.
Find out what key considerations you need to make when bringing virtual solutions into your pharma processes.
Learn how pharma manufacturers can quickly improve energy efficiency without compromising safety.
If data is used correctly in pharma manufacturing, big data can be very useful. However, many pitfalls exist along the path towards these results. Find out what they are here.
What is a digital twin and what can it be used for? Find out how this technology is used in the pharmaceutical manufacturing industry.
Underestimating the value of a careful automation design for distribution systems can be very expensive long term. Read about some of the potential problems - and tips for making a strong automation design.
The "secret" to achieving operational readiness and operational excellence includes focusing on your early project phases and turning challenges into opportunities.
Read how advanced statistical analytics methods can lead to 30% increase in average yield and 70% reduction in yield variation from batch to batch.
The manufacturing and regulatory challenges that come with the rise of aseptic technology will inevitably impact project execution.
Pipelines are increasingly diverse and volume demands uncertain. How can biotech players stay afloat in this changeable manufacturing landscape?
The benefits of continuous manufacturing are clear, but does that mean that it is the right solution in any facility? Find out about the pitfalls and whether it is right for you.
The core focus of GMP is protecting the product and the patient. The core focus of biosafety, on the other hand, is protecting the operator and the environment. The challenges are different, but could the solutions be the same?
What's the key to successful implementation and operation of continuous processing? People.
While other manufacturing industries discuss Industry 4.0 and Big Data, pharma manufacturers are securing the integrity of their regulatory records.
Unique, personalized drugs like CAR T cells require a change in pharma manufacturing mindset.
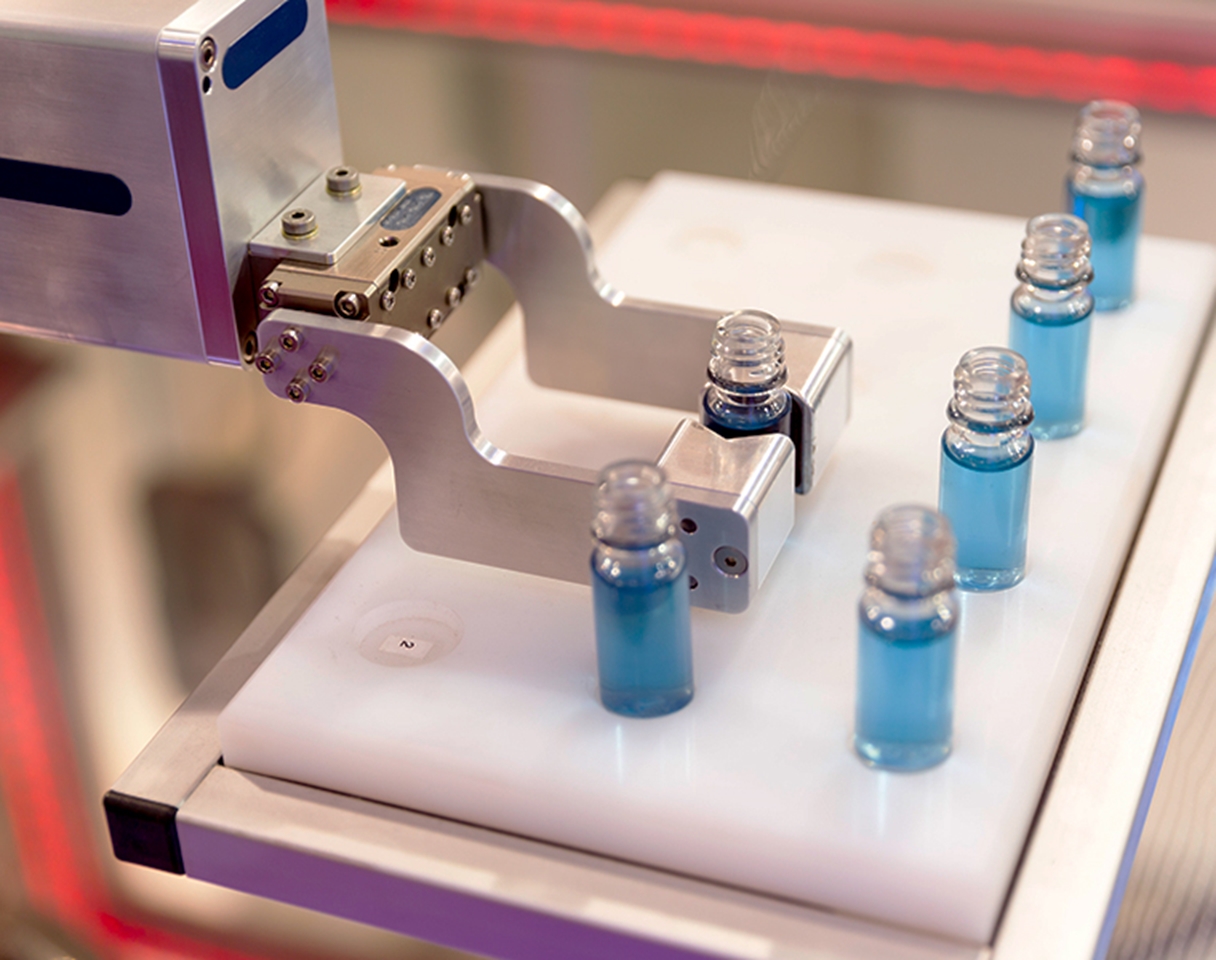
Where are the robots? Pharma 4.0 brings robots - and they bring new challenges and opportunities.
The fourth industrial revolution is upon us and emerging technologies like robotics are dominating the manufacturing industry. Is your pharma facility ready for robotic solutions and pharma 4.0?
The key to manufacturing a consistent, quality product is the control strategy. Understanding the process and mitigating risk is crucial.
With the FDA encouraging the use of innovative technologies, it’s only a matter of time before the use of robotics in biotech goes from first-mover to standard.
In the highly regulated pharmaceutical industry, what do global regulatory authorities think of emerging technologies like continuous manufacturing?
Implementing single-use technology in biomanufacturing sparks an overlooked question – what good is a single-use system with no one to run it?
With an increase of personalized medicine, regulatory authorities must approve products faster. What else have personalized drugs changed in GMP?
Achieve true pharma manufacturing flexibility, support your business driver and satisfy regulatory authorities with focus on three key risk drivers.
Robotics can help pharma companies reach the goal of continuous manufacturing. But what else have robotics got to offer the pharmaceutical industry?
Single-use technology is pushing new boundaries, making strides in fill finish, continuous processes and even honing in on the 2,000 litre bioreactor.
A robust control strategy is a good manufacturing practice ‘must.’ So how do you get started on establishing this interdisciplinary game plan?
The FDA is in your facility, asking about microbial control of your closed process system. What do you do?
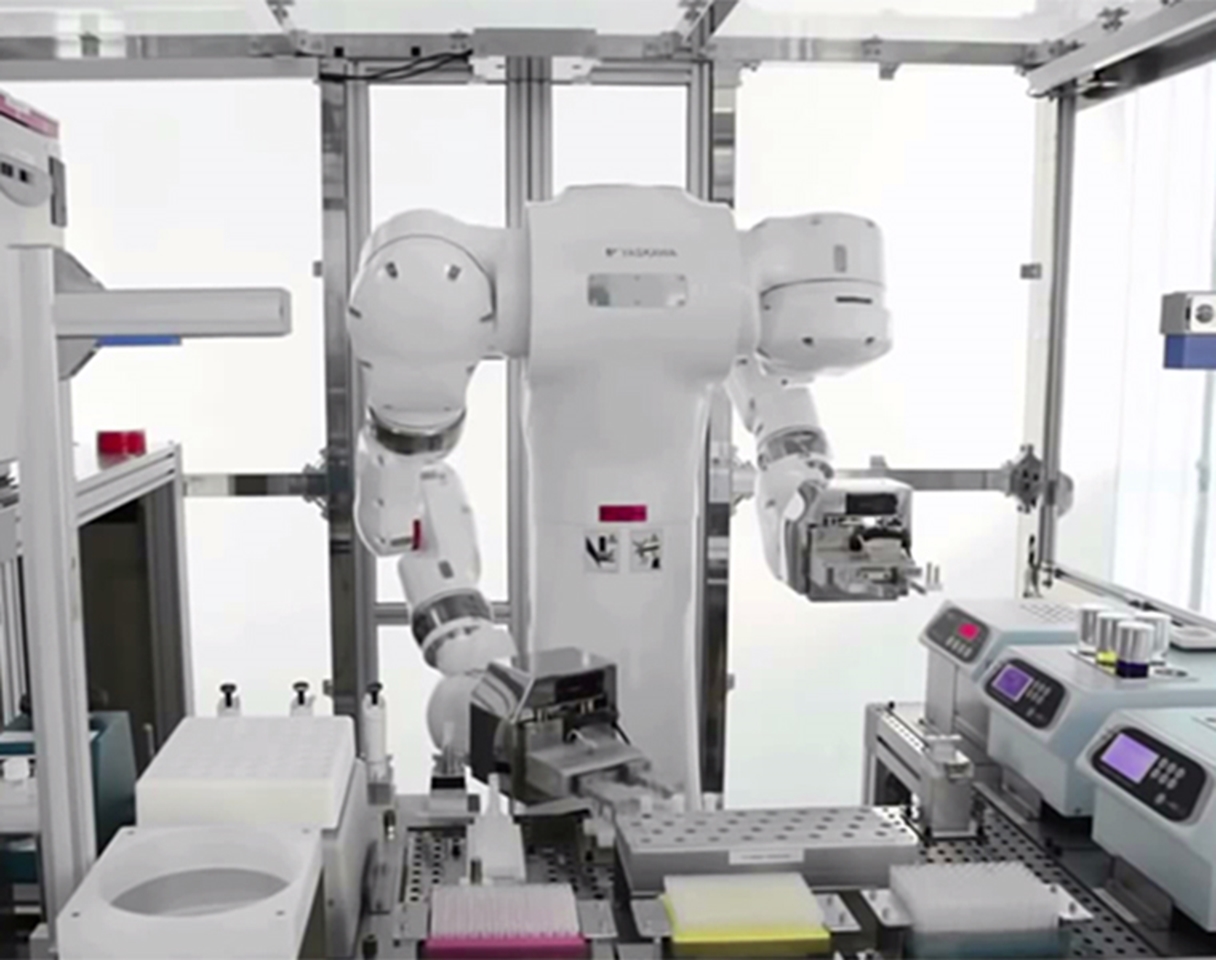
What can pharma manufacturing gain from implementing robotics and automation in the earliest part of the pharma value chain – research and development?
The pharmaceutical industry is slow to adopt advanced manufacturing systems but one company broke away from this reluctance and took a chance on PODs.
QbD principles are still not the standard for all manufacturers’ pharmaceutical facility design. So why should the pharma industry take QbD more seriously?
Neglecting to develop a robust control strategy not only affects your business, but also holds severe consequences for the patient.
Single-use systems can speed up changeover of fill finish production lines without compromising sterility. Could this be the “shortcut” to success?
Sometimes, the right solution is a combination of technologies, which offers the most productive and cost-effective process in a fast and predictable way.
Pharma manufacturing embraces single-use technology, as it can simplify facility design and save cost. So how can engineers measure and capitalize on this?
Implementing single-use technology in pharma manufacturing is possible with high containment drugs, but it means satisfying conflicting agendas.
From single-use systems to continuous manufacturing – which tools do you use to tackle the new pharma reality where agility and flexibility reign supreme?
When redoing the batch is not an option, how are pharma manufacturers preparing for the increased personalized medicine and cell-based therapies?
Implementing containment within pharmaceutical manufacturing, is a matter of how, not when. Which level of closure is necessary for your drug production?
Autologous cell-based therapies are moving are taking the world of pharma manufacturing by storm. What can manufacturers expect from personalized medicine?
Closed systems can prevent the contamination of products, workers and a facility. It’s no wonder that this technology is becoming a foundation for biotech system design.
With many considerations like the patient, GMP compliance and production, where do you begin when outlining a control strategy for pharma manufacturing?
With this method, you can potentially convert 100 possible CPPs to a prioritized list of less than 10 CPPs.
Injectable drug production isn’t slowing down – and as a result, neither is aseptic technology. Find out what regulatory authorities think of aseptic production.
With complex drug development and pharma manufacturing, you can’t skip the details. Risk Analysis and Mitigation Matrix (RAMM) is the ultimate catch-all.
Single-use systems offer unprecedented flexibility for pharma manufacturing. Why not take efficiency to the next level and add continuous bioprocessing?
Why is continuous manufacturing so much more efficient compared with batch procedure, and what do the authorities have to say about it?
The FDA appreciates continuous processes and they can save time and money during pharma manufacturing. So why is the industry hesitant to adopt this method?
A new generation of biopharmaceutical manufacturing is upon us and it focuses on flexibility and operability. Pharmaceutical plant design is changing fast.
Personalized drugs have shifted pharma companies’ roles from manufacturer to solution provider, calling for new collaboration with clinical care segments.
When it comes to pharma manufacturing, new products beg for a little innovation. With increased speed to market, continuous processes are here to deliver.
Start the complex journey of facility design by finding your vision-driver fast. Is it flexibility, agility, simplicity, innovation or all of the above?
With robotic solutions more affordable than ever, the pharma industry is catching on. Learn how assembly and packaging lines are ready to reap the benefits.
How do you ensure your resources match the wide scale of your facility? Learn which key challenges to prioritize from capacity needs to segregation strategy.
Don’t reinvent the wheel. Get in tune with technology transfer to apply lessons learned and knowledge from existing to new pharma manufacturing facilities.
In an industry plagued by delays, the automation standards S88 and S95 might be the solution to speed up tech transfer and launch products faster.
Developing robust statistical process control (SPC) can do wonders for your quality control. Ensure its lucrative implementation with a successful pilot.
Good process design and segregation strategies can maximize efficiency and minimize interference in multi-product, multi-phase biomanufacturing facilities.
A flexible and cost-effective solution to stainless steel, single-use systems may revolutionize the pharma world. But what does it take to manage their design?
Meet Per Vase, our industry expert in applied manufacturing science and an acknowledged data analysis expert.
Meet Niels Guldager, our industry expert in biotech and active pharmaceutical ingredients (API).
Meet Anette Yan Marcussen, Managing Consultant within GMP and compliance.
Our modular courses show you how to collect less data (and get more value), use simpler analytical methods, and make it easier for you to combine outputs with mechanistic knowledge.